埼玉県草加市にある金物加工工場に、横浜A邸でお願いしてる特注鋼製建具の制作現場を見学に行ってきました。

大きな工場に、見たこともない大型機械が幾つも並んでいて、それら見ているだけで、ワクワクして参ります。毎回、僕らがデザインしてる特注取っ手や特殊なスチールサッシを作る際にはこちらのS工業さんにお願いしており、現場で打合せの度に工場見学をさせて欲し いとお願いしておりました。ちょうど横浜A邸の鋼製建具を作り始めているとのことで、このタイミングで念願の見学となりました。

まずは工場にある大型機械がどのようなもので、どう使うかをザッと説明して貰いました。
こちらがベンダー加工機です。V型の金型の上に金属板を乗せて、上から220トンもの強力な圧力で金型を押して、任意の角度に曲げ加工できるというスグレモノです。
押し付ける側の金型は多様な種類があり、それらを上手く組み合わせて順に金属板を曲げてゆくことで、複雑な形のものを作ることができるそうです。

試しに、一般的なボンデ鋼板を直角に曲げて貰いました。微妙な圧力の調整で、このようにきれいに角度を作り上げることができます。他にも上下の刃のせん断作用で金属板を切断できるシャーリング加工機や、鋼板にV字型の溝を掘るプレーナー加工機なども実演して貰いました。

あまり他の作業を見せて貰っていると、それだけで半日ほど掛かってしまいそうだったので、早々に作りかけの鋼製建具の組立てを見学させて貰いました。

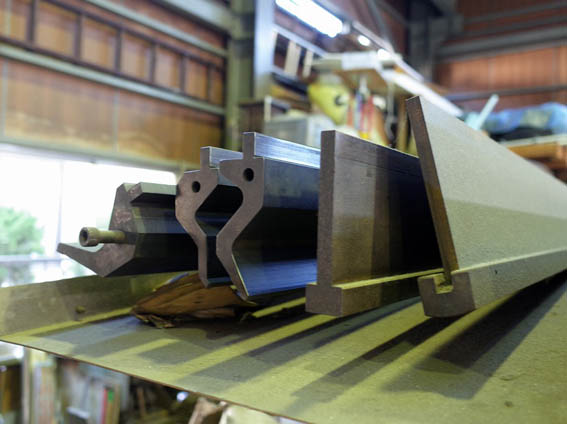
赤い骨組みの上に置かれているのが組立て途中のスチール製建具です。

事前にカットした部品を、このように溶接で一つずつを組合せてゆきます。

溶接にも幾種類かの方法がありますが、ここではアルゴン溶接のTIG(チグ)溶接を使っていました。不活性化ガスのアルゴンガスを使って、高温で母材を溶かして溶接してゆくので、溶接カスが出ないので、きれいに仕上がるそうです。

フラットバーの片側から溶接を掛けると、その熱で直線だったフラットバーがかなり歪み(ひずみ)ます。溶接とは常に歪みとの戦いで、どんなに機械で自動加工かされても、ひずみの矯正は職人の勘でしか対応できないそうです。
その歪みの矯正とは、溶接した箇所のちょうど反対側から、同じ長さで溶接をして熱を加えて、反対側に曲げることで、結果的に直線状に戻るという原理を使っているそうです。

溶接痕が残っていては、焼き付け塗装が上手く乗らないので、このようにサンダーできれいに均してゆきます。一か所溶接しては、反対側から溶接をして歪みを直すという地道な作業をしながらゆっくり組立てが進んでゆくという算段です。
これは僕らがよく作った貰っている箱型の特注取っ手です。

焼き付け塗装を施して、突板の建具と組み合わせると、このようなデザインに仕上がるものです。

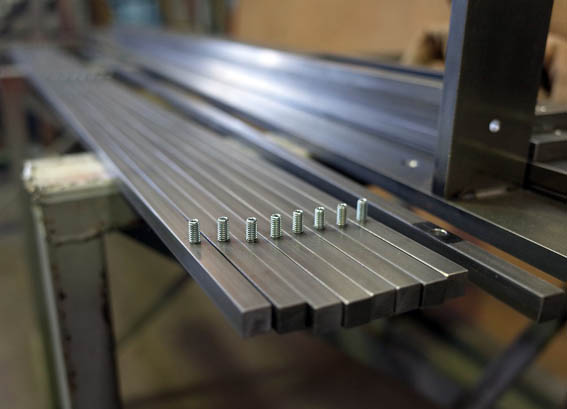
窓際に置かれている細いフレームも全て、今回お願いしているスチール建具のための部品です。

今回は突板とガラスを組合せたデザインとしていますが、ガラスを入れる部分の押し縁(オシブチ)がこれらの部品の正体です。これらも溶接すると歪むので、その反対側から熱入れをして歪みを補正するという気の遠い作業を繰り返して作られた部品です。

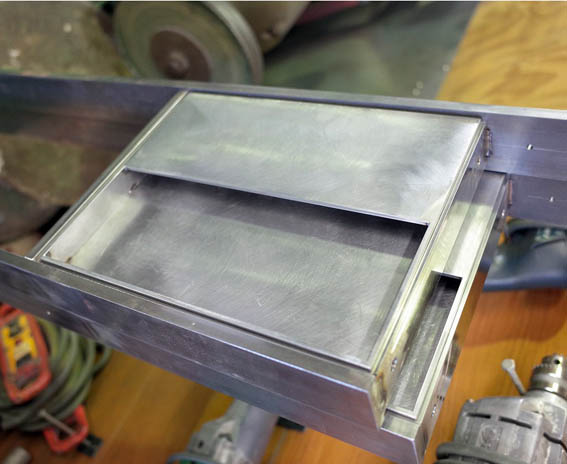
他にも、フロアヒンジのピボット部品を埋め込む箇所の凹み加工をしたフレームだったり、
突板パネルの中央に金属の目地棒を通すデザインとしていますが、その目地棒部品です。
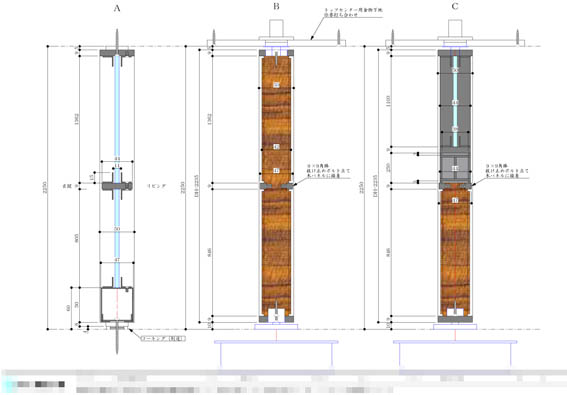
こちらはS工業さんが描いてくれたスチールサッシ制作図ですが、このようなディテールで、
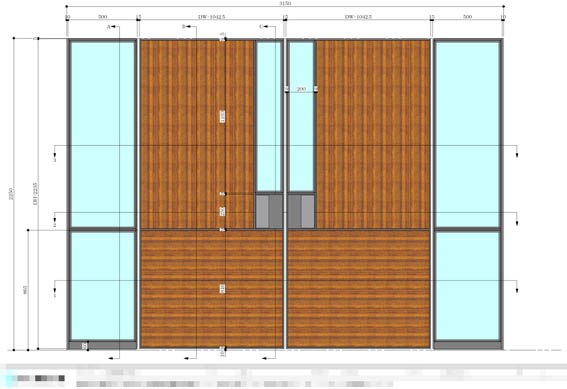
このようなデザインの建具+ガラス製袖壁が近日中に出来上がる予定です。